「オイシールド(Oishield)®」は、
「食の安全と美味しさを衛る」という意味を込めた、
ヤマウラの食品工場ブランドの名称です。
食品工場に関するさまざまな建築ニーズにお応えし、
市場の変化に合わせた事業のサポートをいたします。
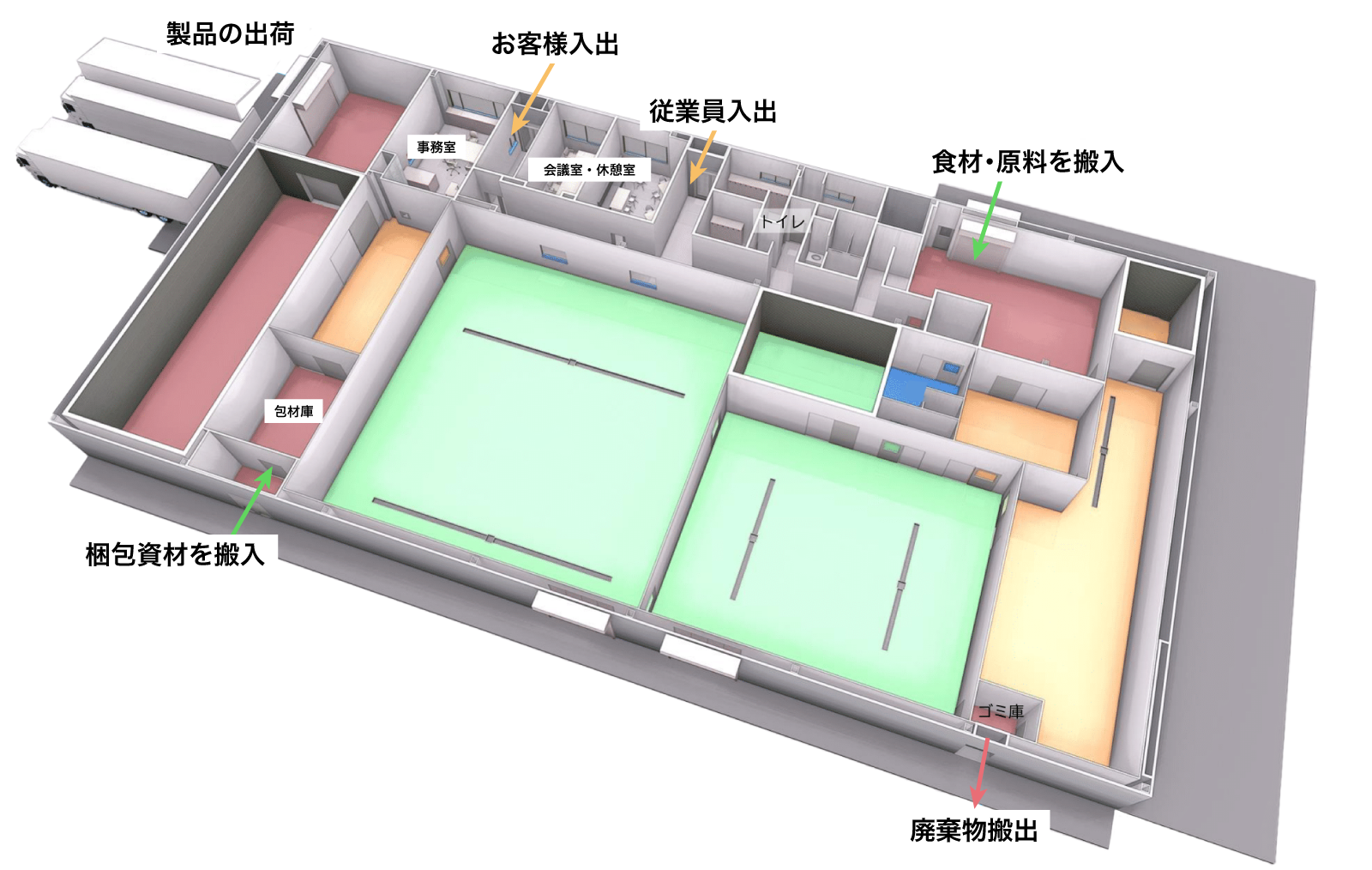
PLAN POINT
冷凍庫
手洗い場
部屋名
部屋の詳細情報がここに表示されます。

01HACCP(ハサップ)とは?
食品の安全性を確保するために、食品に含まれる危害要因を効果的に除去または低減することを目的とした衛生管理手法です。この手法は、食品の製造・加工・流通・提供の各段階で衛生的な環境を維持し、消費者が安心して食品を口にできるようにするために欠かせない取り組みの一環です。
詳しくみる02食品工場建築のポイント
ゾーニングや動線計画の適切な設計、衛生エリアの明確な定義、さらには防虫・防鼠対策といった衛生管理の重要なポイントについて詳しくご紹介いたします。これらの取り組みは、施設内での衛生環境を維持し、食品の安全性を高めるために欠かせない要素です。
詳しくみる

03オイシールドの強み
食品の安全性を確保するために、食品に含まれる危害要因を効果的に除去または低減することを目的とした衛生管理手法です。この手法は、食品の製造・加工・流通・提供の各段階で衛生的な環境を維持し、消費者が安心して食品を口にできるようにするために欠かせない取り組みの一環です。
詳しくみる04ソリューション
HACCP設計士や専門的な技術者がチームとして揃っており、食品取扱事業者の皆様に対して、それぞれのニーズや状況に合わせた最適なご提案を丁寧に行います。これにより、安全性と効率性を両立させた衛生管理体制の構築を全面的にサポートいたします。
詳しくみる

05施工実績
「まちづくり」と「ものづくり」を一体化したサービスを提供する総合企業として、地域社会の発展と産業の発展に貢献しています。特に食品工場に関しては、さまざまな事例をご紹介し、それぞれのニーズに応じた最適なソリューションをご提案いたします。
詳しくみる
食品工場建築のご相談はこちら
オイシールド相談室

国は、食品の安全性向上と市場のグローバル化に向けHACCPの手法を導入した食品の品質向上と経営の効率化を推し進めています。「オイシールド相談室」では、専門家やコンサルティング・アドバイザーをご紹介させて頂き、HACCPやISO22000、FSSC22000などの認証取得について相談窓口をさせて頂いています。お気軽にご連絡下さい。
相談内容を詳しくみる
「高品質」「顧客満足度の向上」をモットーとして、さまざまなサービスを展開しています。